in oilfield service working horizontal directional drilling and heavy duty tubuklar projects, threaded connections work well comparing to holding two metalic parts .they helpful for tubing pipe drilling, casing, motor drilling and downhole with that tools strenght, alignemnt maintenance and sealing features in difficult working conditons.
before repairing, or reurning to servicethesecomponetns threaded connections made or broken out for controlled workshop process. it not same like common bolt tightening. coonnectioncomes with larger pipediameter high torque, threaded creations inspection and working paramters employed for user review or prjectaceptance.
main supposation is connection accepted when get certain final torque. number in this techniques, tool get number and work appears finished.
final numbernot define complete story. connectiona gets torque vaue and still comeswith hiddne faults like poor thread confiuration, misaligning uneven shoulderconnectino, also inconsisten preload.
That gap between a correct final torque value and a connection that actually works is where different quality problems and rework costs begin.

Torque Spec
- Final torque is best to use, that is single data point noted at the end point of the manufacturing process. That defines torque exists at one time but says over how the connection gets that point.
- It also measures less as we suppose. for different threaded fastening prjects, friciton in turning faces and over threads uses applied torque. so torque vaue affected with friction and small part of the force applied helps for clamping preload, internal holding force maintains connected parts same connection
- friction not fixed that vary with surface roughness, thread compound temperature, thread geometry, lubrication conditions with handling methods.
- when theseconditons varies two connection finish with same torqueand offer different qulity.
- when connection made smoothly through clean thread configuration and stable shoulder connection.
- otherdraggedwith friction, misalignment or nonuniform loading before getting same final point.
- due to final details accpeting fault remain hidden till joint facing prssure, put onto service and check after that with quality-control process.
What the Final Number Hides
- Data that normally defines connection quality makes proper configuration with torque and rotation joint created. If torque drawing with turns, the resultant graph define high comparing to endpoint. that noted how the connection gets the final value compared to confirming
Engineers normally read that curve in stages.
At the starting phase, the thread started for configuration with low resistance. If joints are rough or torque increases fastly causes poor alignment, contamination, or affect thread.
for second step, torque increaaes when intererfence enhances. smooth, non linear ramp reffered controlled construction. abrupt jumps, non-uniform resistance or faulty movement cause friction point or define error.
for some connectikons, final assembly comes with seal configuration. at that point, torque increases fastly with small rotation. getting point early or late show warning indication for connecion close checking.
so shape configuring work well spikes, steps oraburpt resistance can signal galling, contmiantion, crossthreading, daamged threads. any causes also if final torque value in certain definedrange
it is important where failure is highcost or difiuclt repariing, like high presurepiping, large strucure design oilfiledtubulars and high vaue thread connection.
forconditons, connection is bsed not with final torque number, but with feature of joint. standard inspection features and customer process employed with casting, tubing and strong connection working shows practical feature, strong connection based on processcondtons not on final value
One Good Joint Is Not the Goal
shop that understand torque turning feature facing challanges, repeatidly. same process can different for operators, between shifts or during longer working time. rotational speed also varies.thread compund used differently.
Pipe configuration managed through proper care. operator reduces speed close to the shoulder.
since friciton affect highly torque vaue, small changes also affect holding force more than gauge instruction. Torque just tightening causes variation for real connection outcomes, also when displayed torque are in certain features.
not of that easily for offeringafter fact untill process monitor and noted. for high consequence thread connections objective notgoo conection. main requirment is like good joint each time compatible with recorded that monitors after that
if user, inspect or quality team ask for certain connection was noted it is not enough. saved torque recoded vaaue offer detailes that ocurs during creation time and supprted highconstant acceptance process.
Where Process-Controlled Make-Up Equipment Comes In
for low stake fastenrs proper calibratedwrenchand accurate technician is important. for high consquence threaded connetion vairables are higher. tirque delivery managed at shop reotaing speed, pipe dimensions shoulder techniques, clamping force and data noted
if connection is larger, high cost, inspetion sensive, shops requrid instrment that regulates larger than final torque values. This is the category that a hydraulic bucking unit belongs to.
comparing to proivindg just torque this machine compatible withregulated contruction and break out process for tubular connectinos. that helps to solve fault modes that manual handling causes
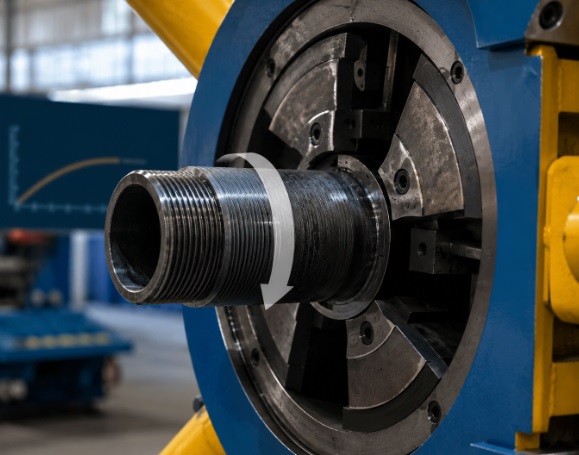
clamping isimportant factor since pipe should strongly connectedfor resistance high makeup torque without damaged with nonunifromradial force.
If applied on a single point, pipe round cross section causes distortion that conditions called volatilization. Synchronization multi-jaw chucks spread pressure smoothly also over the circumference, hold grip, and restrict localized stress.
rotation is importance since thread daamge started through uneven movement. galling result during high local friction damage onsliding thread facing. that triggered with faultyrotation, faulty lubircaiton threaddamage, or misalignemnt compar with final torque value only. smooth continous hydrulic rotations maintain pipe centerd and speedsteadily, minimizing friction spikes that cause thread damage.
Control and data importance sice prper of quality connection is important not for the final number but for process recording. proprtional hydrualic conrol helps unit for slow since it gets targeted rather than overshooting it.
Calibrated load cells help convert mechanical force into torque values, and the data system recorded the full torque turn curve for every joint.
process comparing only single operator, is controlled component. saved paramters profiles helps teams repeating similar design over operators and shifts and exportbale reports supported user review later later audits.
that detailed is important parts of system that turns we belive connection made prperly into acurate traceable features based on process data.
Matching the Equipment to the Application
accurate strcuure bsed on working features. pipe outside diameter, connection family, torque range, volume of production, floor space, breakout features, and reporting featurs has affect on options.
unit size for small tubing not preffered for larger diameter strcuture. basic torque tool not offer data management required for an audit-ready report.
shop handling high-value connections required strong control for rotation speed, must approach and torque turning recording comparing shop performing simple disassembly work.
so tool selection started with applications, not through general feature sheet. technical staff needed to define connection types, torque values pipe sizes clamping demnad report formating andquality control working before using the machine
team comparig oilfield and trenchless devices, functiningwith oilfield and trenchless devies manufacturers make process high practical, since detailed cover torque vaues, OD capacity, reporting workflow breakout features and machine configuration together.
Galip Equipment, for such as, arranges its product range over oilfield and trenchless uses, like hydraulic bucking units, breakout systems, drilling motors, drilling jar testing devies, and related support machinery. The point is not that one machine fitted every workikng; it is that devies should be define from actual operating conditions rather than selected first and forced to fit.
A Practical method to Think About It
best shiftfor mindset is small butimportant fact notask just, did reaces torque valueandstart questioning, can we define how we got there, and can we do it again?”
For everyday working, that can focus on to how a joint feels as it tightens and preventing the temptation to get numb through certai resistance. For main connections, it means controlling the process, noting the curve, and keeping the data available for review.
final torqueimportant, that belongs to accepetence process and not ignored. thatis detialedend not complete story
connection that do relibale working with time are that where we considered happening before wrench turning stopped. thread condtons, alignemnt clamping rotiation, shoulder method and record left behind.





