Hello, readers welcome to the new post. Today we will learn about the Introduction to SLS 3D Printing. SLS stands for selective laser sintering, an industrial 3D printing technique used to construct end-use components. In this technique laser selectively sinter polymer powders piece mixes and create different parts in late by late structure. It is an older technique used for three-dimensional processes. Currently, two powder bed fusion systems are plastic based called SLS.
Hello, readers welcome to the new post. Today we will learn about the Introduction to SLS 3D Printing. SLS stands for selective laser sintering, an industrial 3D printing technique used to construct end-use components. In this technique laser selectively sinter polymer powders piece mixes and create different parts in late by late structure. It is an older technique used for three-dimensional processes. Currently, two powder bed fusion systems are plastic based called SLS.
SLS makes functional plastic components through isotropic mechanical features which are used for detail prototyping or end use of low-volume manufacturing. In this post, we will discuss different parameters related to the SLS 3D Printing process and also learn how you can get these features for your products from PCBWAY. So let’s get started with Introduction to SLS 3D Printing
Introduction to SLS 3D Printing
- SLS or Selective Laser Sintering is a three-dimensional printing process that is used to make properly structured prototypes and functional components in just one day as possible.
- Different types of nylon-configured materials exist that make durable parts or final products.
- The thin layer of plastic powder is melted through laser application. Components are created in a layer-by-layer structure through a bed of powder.
- The laser sintering instrument coated the layer of plastic power in a configured structure that is melted through laser.
- The building structure is then lowered and the next layer of plastic powder will be applied to the upper part.
- Through repetition of the process of laying the power and melting when required parts are created in form of a powder bed
SLS 3D Printing Principle
- During SLS printing printer used for this process heated the printing area that has nitrogen, with a temperature less than the melting point of the powder
- After that SLS 3D printer will apply the powder by lowering the container having powder then the powder coating roller will remove a layer of powder from the printing area
- After the laser will be released according to the location of the cross-sectional contour of the three-dimensional model, and powder there it existing will be sintered.
- There is a layer of holding contour created after the melting of powder. When the first layer gets sintered, the working area will move to the height of one layer of the 3D model, and then the power coating roller move to create a new layer. All these processes are repeated again and again until 3D printing is completed
- When the model is printed, it is compulsory to
- After printing the model, it is necessary to wait for the forming cylinder to cool down before removing the printed model for subsequent processing.
SLS Material
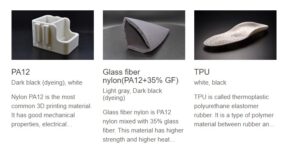
- The most commonly used material for SLS is Nylon which is thermoplastic having less weight flexibility and string structure
- It is the best option for prototyping and production since it has resistance to shock, chemical, heat, eater, UV, and dirt particles.
- Nylon 11, and Nylon 12 are used for the SLS process also called PA11 and PA12. PA 11 is more flexible and impact resistant while PA12 is stronger biocompatible and abrasion-resistant
- Below is a list of PCBWAY standard materials for SLS 3D printing. To instantly compare material prices, upload your parts to our online platform.
PCBWAY SLS Models Characteristics
- A typical SLS printed model comes with a porosity of about 30%, giving it a unique grainy surface. This also means that SLS models can absorb water, so they can be dyed different colors in hot water. However, special handling is required if it is to be used in a humid environment.
- SLS models are prone to shrinkage and deformation as the newly sintered layer cools, shrinks in size, and internal stress increases, eventually pulling the bottom layer up. Shrinkage is usually 3%-3.5%, so machine operators should take this into account during the preparation phase and size the design accordingly.
- Oversintering produces when radiant heat fuses unsintered powder around characters, which results in losses of small features like slots and holes. Oversintering does not rely on size and wall thickness. For instance, a 0.5mm wide slot or one-millimeter diameter hole will be printed on the two-millimeter thick wall, but these features will not be shown when the wall is four millimeters thick or more. So slots having a structure 0.8mm wide and holes greater than 2mm diameter can be printed through SLS.
- As SLS does not need support material, parts having hollow portions easy to print and correctly, and these portions also decrease the cost and weight.
- The unsintered powder is required to be eliminated through the inner side of the model through holes, therefore it is necessary to add two holes having a diameter of five mm.
- If there is a need of high strength then the model must be printed in a solid structure. with that hollow desing holes can be created.
- The tightly packed powder will thus be left in the model, which can increase its weight and provide some resistance to mechanical stress. An internal honeycomb mesh structure can be added to the hollow interior (similar to the infill patterns used in FDM) to further increase the strength of the assembly. This can also reduce deformation.
Advantages of SLS
- There are some advantages of SLS provided by the PCBWAY are discussed here
Durability
- Nylon is a durable material having high impact strength, medium flexible value and high resistance to environmental conditions
- PCBWAY normally takes three to four days to ship parts permitting faster design iteration and speed to market
- Through SLS end-use parts can be created on demand rising throughput
- Geometries can be created ins an easy way through the three-D printing technique provides the complicity without the use of extra expenses
Scalability
- SLS can make one unit in same time as many units
- PCBWAY uses the latest generation of SLS technologies to meet tolerances of +/- 0.005” or +/- 0.002” per inch, whichever is greater.
- To get the SLS services from PCBWAY visit their website.
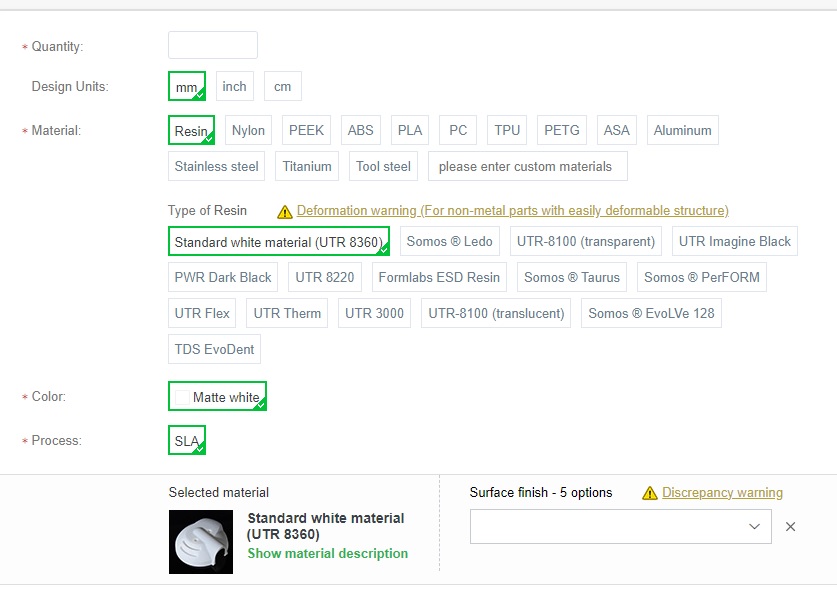
PCBWAY SLS 3D Printing Service
| Requirement | Specification |
|---|---|
| Maximum build size | 400 x 390 x 390 mm |
| Minimum wall thickness | 1 mm |
| Dimensional accuracy | L<100mm,±0.25mm. 100< L<200mm,±0.3mm |
Applications for Selective Laser Sintering
- Some applications of SLS are discussed in below figures

That is all about SLS 3D Printing all details has explained. If you have any questions ask here to see you in the next post have nice day