A Practical Case Study in Workstation Grounding, Personnel Control, Surface Verification and Process Discipline
Electrostatic discharge is rarely visible on an electronics production floor. There may be no spark, no sound and no immediate sign that a component has been damaged. Yet an uncontrolled discharge can weaken or destroy an electrostatic-discharge-sensitive device long before the finished product reaches a customer.
This case study examines how an electronics manufacturer addressed arec urring pattern of unexplained defects associated with printed circuit boardas sembly. By treating electrostatic discharge, or ESD, as a process-control problem rather
than simply an equipment-purchasing problem, the factoryreduced 3.98 its recorded ESD-related defect rate by % over a period of 6 months.
The improvement did not come from one product or one corrective action. It resulted from a coordinated program covering:
- Personnel grounding
- Work-surface grounding
- ESD protective flooring
- Ionization
- Material handling
- Compliance verification
- Operator training
- Documentation and accountability
The factory’s identity has been withheld for commercial confidentiality. All numerical results should be supported by the manufacturer’s internal inspection, nonconformance and failure-analysis records before publication.
The Manufacturing Environment
The facility assembled [PRODUCT TYPE], including printed circuit boards containing components such as:
- Microcontrollers
- MOSFETs
- Sensors
- Communication modules
- Power-management devices
- Integrated circuits
- Fine-pitch surface-mount components

The production process included component receiving, storage, kitting, surface-mount assembly, manual insertion, rework, functional testing, inspection and final packaging.
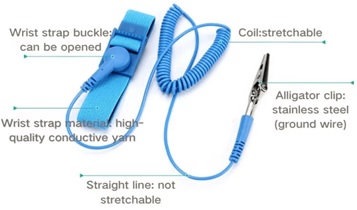
At the start of the project, the factory already had several items commonly associated with ESD protection. Operators wore wrist straps in selected areas. Some workstations had ESD mats. ESD warning signs were displayed, and sensitive components were stored in protective packaging.
On paper, the production floor appeared to be protected. In practice, however, the controls were inconsistent.
Some workstations had grounding cords that were disconnected or poorly secured. Certain mats had been in service for years without routine resistance verification. Operators occasionally wore ordinary gloves instead of gloves suitable for the controlled process. Wrist straps were tested inconsistently, and temporary workers did not always receive the same ESD training as permanent employees.
The factory had ESD products, but it did not yet have a fully integrated ESD control system
The Problem: Recurring Defects With No Obvious Mechanical Cause
The quality department first identified the issue through a cluster of failures involving [PRODUCT OR ASSEMBLY].
- The most common symptoms included:
- Boards that passed an initial test but failed during final inspection
- Intermittent communication faults
- Unstable sensor readings
- Components that failed without visible soldering defects
- Units returned from downstream testing
- Devices that became unreliable after limited operation
The engineering team initially investigated more visible causes:
- Solder paste quality
- Reflow temperature profiles
- Component placement accuracy
- Moisture sensitivity
- Contamination
- Mechanical damage
- Incoming component quality
- Firmware and test-fixture problems
These investigations identified several minor process issues, but they did not fully explain the failure pattern.
Failure analysis indicated that at least some damaged components showed behavior consistent with electrical overstress or electrostatic-discharge exposure. Because ESD damage can be catastrophic or latent, the team recognized that some devices might fail immediately while others could be weakened and fail later.
That distinction was important. A board that passes the first functional test is not necessarily free from ESD-related damage.
Establishing a Reliable Baseline
Before introducing new corrective measures, the factory created a baseline 6 months of quality records.
The team reviewed:
- First-pass yield
- In-process failures
- Final-test failures
- Rework records
- Component replacement records
- Customer returns
- Failure-analysis reports
- ESD audit findings
- Wrist-strap test failures
- Workstation verification records
A defect was not automatically classified as ESD-related merely because its cause was unclear. The project team created an internal classification method based on available evidence.
Cases were placed into three categories:
Confirmed ESD-related cases
These were failures for which engineering analysis found clear evidence consistent with an ESD event and eliminated other likely causes.
Probable ESD-related cases
These involved failure patterns consistent with ESD exposure, combined with a documented control failure such as an ungrounded workstation, failed wrist strap or incorrect material entering the protected area.
Unclassified electrical failures
These were retained separately when there was insufficient evidence to identify ESD as the likely cause.
This classification prevented the project from claiming that every unexplained electronic defect was caused by static electricity.
- During the baseline period, the facility recorded:
- 60 confirmed ESD-related defects
- 10 assemblies produced
- A normalized 6/100 rate of defects per 1,000 assemblies
- These figures became the reference point for measuring improvement.
Step 1: Mapping the Complete ESD Exposure Path
The team’s first major change was to stop viewing each workstation as an isolated point.
An ESD-sensitive component could move through many areas:
- Receiving
- Incoming inspection.
- Storage
- Kitting.
- SMT assembly
- Manual assembly
- Rework
- Testing.
- Inspection
- Packaging
- Internal transport
A component could be properly protected at one workstation and exposed five minutes later during transport, inspection or rework.
The factory therefore mapped the complete movement of ESD-sensitive items. For every process step, the team asked:
- Who handles the component or assembly?
- What surfaces does it contact?
- Is the operator grounded?
- Is the work surface grounded?
- Are insulative materials present?
- Is ionization required
- Is protective packaging maintained?
- How is compliance verified
- Who owns the corrective action when a control fails

The exercise revealed that several high-risk activities occurred outside the main SMT line.
Examples included:
Unpacking components at an uncontrolled receiving desk
Placing assembled boards on ordinary plastic trays
Moving boards in nonprotective containers
Performing rework at temporary benches
Using documents, adhesive tape and plastic items near exposed assemblies
Handling boards during final inspection without consistent personnel groundin
The process map changed the project from a narrow workstation upgrade into a factory-wide control initiative.
Step 2: Rebuilding the Electrostatic Protected Area
The factory formally defined its electrostatic protected areas, commonly called EPAs.
An EPA is not simply a table with an ESD mat. It is a controlled area in which ESD-sensitive items are handled under defined technical and administrative controls.
- The revised EPA boundaries included:
- SMT assembly stations
- Manual insertion stations
- Rework benches
- Electrical test stations
- Inspection stations
- Sensitive-component kitting areas
- Designated packaging areas
Each EPA received clear visual identification. Entry requirements, permitted materials and grounding procedures were documented and communicated to employees.
Unnecessary insulative materials were removed wherever practical. Items that could not be eliminated were evaluated according to their location, charging behavior and distance from exposed sensitive devices.
Where essential insulators remained in the process, ionization was used as part of the control strategy
Step 3: Correcting Personnel-Grounding Weaknesses
People are a major potential source of electrostatic charge. The factory therefore reviewed both seated and standing operations
For seated work, operators used wrist straps connected to a verified common-point ground or another approved grounding arrangement. The facility introduced a defined test frequency and a documented response for failed tests.
A failed wrist-strap test no longer resulted in an operator simply trying another tester and continuing work. The response procedure required the operator or supervisor to determine whether the problem involved:
- The wristband
- The grounding cord
- Skin contact
- The tester
- The workstation connection
- Incorrect use
For standing or mobile operations, the facility evaluated the combined performance of footwear and flooring. ESD footwear alone was not treated as proof of effective grounding. The footwear-floor system had to function as a complete path.
The project team also reviewed garments and gloves.
The purpose of gloves was not described as “eliminating static” by themselves. Instead, gloves were selected according to the process requirements, including:
Surface-resistance characteristics
Particle and contamination control
- Grip
- Dexterity
- Chemical exposure
- Comfort
- Product cleanliness
- Compatibility with the overall grounding system
Where gloves were used in PCB handling, the team avoided assuming that any clean-looking glove was suitable for an ESD-controlled process
Step 4: Verifying Work Surfaces Instead of Trusting Labels
Several benches already carried “ESD-safe” labels, but labels do not confirm continued electrical performance.
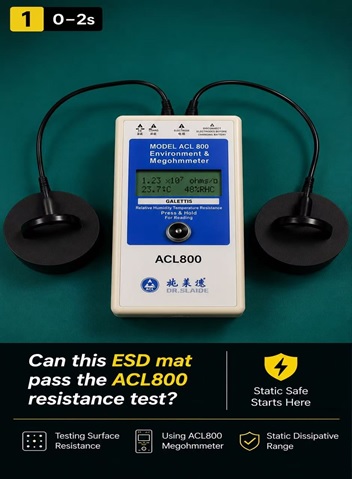
The factory introduced routine verification of work surfaces using an appropriate resistance-measurement instrument and defined test method. Measurements were made according to the facility’s ESD control plan and the relevant test requirements applicable to the chosen control items.
The testing process examined:
Resistance from the work surface to ground
Point-to-point resistance where applicable
- Grounding-cord condition
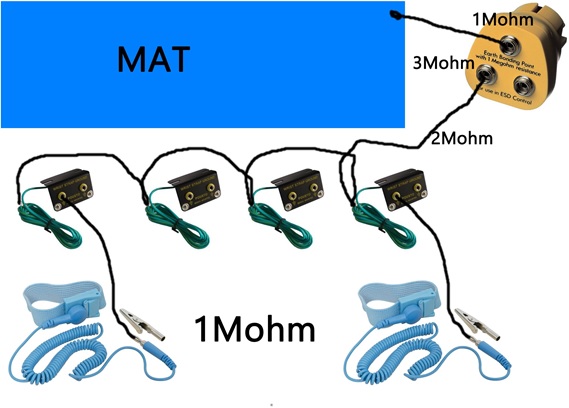
- Common-point-ground connections
- Snap connections
- Surface contamination
- Visible wear
- Cuts, burns and damaged area
An ACL 800 meter was used for selected surface-resistance checks within the scope of the facility’s procedure. The instrument was not treated as a substitute for a complete compliance-verification plan. Test voltage, electrode configuration, environmental conditions and measurement method were controlled according to the applicable procedure.
The team found several important problems:
A mat that appeared undamaged had inconsistent readings
One grounding cord was connected to an unsuitable point
A metal bench frame had been assumed to be grounded but had not been verified
Residue from an incorrect cleaning product affected a work surface
A temporary rework bench had no documented grounding path
Each failed or questionable item was tagged, removed from service or corrected before production resumed at that location.
Step 5: Improving Flooring and Mobile Operations
The production floor included operators who moved between storage racks, assembly areas and test stations.
Previously, management focused mainly on wrist straps at fixed benches. That approach did not fully address mobile handling.
- The team evaluated:
- ESD flooring condition
- Grounding connections
- Cleaning procedures
- Footwear compatibility
- Operator movement
- Carts and trolleys
- Mobile shelving
- Temporary floor coverings
The cleaning procedure was particularly important. A floor designed for static control can perform poorly if it becomes contaminated or is maintained with products that leave an insulating residue.
The factory standardized approved cleaning materials and trained maintenance personnel. Flooring verification became part of the compliance schedule rather than an occasional response to an audit finding.
Step 6: Using Ionization Where Grounding Was Not Enough
Not every material in an electronics process can be grounded.
Plastic housings, films, tapes, labels and other insulative materials may retain electrostatic charge. Removing every insulator may be impractical, especially in packaging, labeling and certain assembly operations.
The factory identified locations where essential insulators were close enough to exposed sensitive devices to create unacceptable risk.
Ionizers were installed or repositioned at selected areas, including:
- Rework stations
- Inspection points
- Packaging operations
Processes involving unavoidable insulative materials
The team verified that each ionizer was appropriate for the working distance and process conditions. Maintenance requirements were documented, and performance checks were incorporated into the verification program.
The factory did not install ionizers indiscriminately. Ionization was used where the process assessment demonstrated a need.
Step 7: Controlling Packaging and Internal Transport
The project found that internal transport was one of the least controlled stages.
Boards were sometimes removed from a protected workstation and carried to testing in ordinary bins. Components received in protective packaging were occasionally transferred into unverified plastic containers for convenience.
The factory established rules for:
Packaging ESD-sensitive items inside and outside the EPA
Closing shielding bags correctly
Avoiding unnecessary reuse of damaged packaging
Labeling sensitive materials
Moving assemblies between departments
Storing work in progress
Handling returned or rejected boards
Protective packaging was selected according to where and how the item would be moved or stored. The same packaging solution was not automatically used for every stage.
Step 8: Turning Training Into Observable Behavior
The original training program consisted mainly of presentation slides and an annual signature sheet.
The revised program focused on practical behavior. Operators were shown:
- How charge can be generated
- Why damage may be invisible
- How to wear and test a wrist strap
- How to respond to a failed tester
- Why ordinary plastic trays can create risk
- How to identify an EPA
- Which materials are prohibited
- How to handle boards correctly
- When protective packaging must remain closed
- How to report damaged ESD control equipment
Supervisors received additional training on audit response and corrective action.
Temporary workers, maintenance staff, cleaners, quality inspectors and material handlers were included. The company recognized that an ESD program fails when only production operators understand the rules.
Training effectiveness was evaluated through workplace observation and audit results—not simply attendance records.
Step 9: Creating a Compliance-Verification Schedule
The central change was the introduction of a documented compliance-verification plan.
- The plan identified:
- What would be tested
- The applicable acceptance criteria
- The test method
- The instrument required
- Test frequency
- Responsible personnel
- Record location
- Corrective action for a failed result
The schedule covered control items such as:·
- Wrist straps:
- Footwear systems
- Work surfaces
- Flooring
- Grounding connections
- Ionizers
- Carts
- Shelving
- Packaging
- Garments where applicable
The team also established equipment-calibration and maintenance requirements.
ANSI/ESD S20.20 provides a framework for developing and maintaining an ESD control program, with additional information available at https://esdbest.com/, while IEC 61340-5-1:2024 provides requirements for an ESD control program for protecting electronic devices from electrostatic phenomena. The factory used the standards relevant to its customers, locations and quality-system obligations rather than treating a single checklist as universally sufficient.
The Results
After 6 months the factory compared the new results with the original baseline.
Before the project
- Production volume: 50,000pcs/day
- Confirmed or probable ESD-related defects: 2 000 pcs
- Normalized defect rate: 4%
- Workstation compliance rate:96%
- Wrist-strap test compliance: [BASELINE WRIST-STRAP RATE]
- ESD audit findings: [BASELINE AUDIT FINDINGS]
After the project
Production volume: 50 000pcs/day
Confirmed or probable ESD-related defect 10 pcs
Normalized defect rate: 0.2%
Workstation compliance rate: 99.98%
Wrist-strap test compliance: 100%
ESD audit findings: 0
Using the normalized defect rate, the factory recorded an 3.98% reduction inconfirmed and probable ESD-related defects.
The calculation was:
Reduction percentage =
(Baseline normalized rate − Post-project normalized rate) ÷ Baseline normalized rate × 100
The company did not claim that the ESD program eliminated every electronic failure. Soldering, component quality, design, contamination, mechanical stress and other factors continued to require separate controls.
The result demonstrated that disciplined ESD process management could substantially reduce one important category of manufacturing risk.
What Produced the Improvement?
The factory concluded that no single purchase accounted for the result. The strongest improvements came from five management decisions:
Measuring the process before replacing equipment
Testing revealed where actual control failures existed. This prevented the factory from replacing every mat or buying ionizers without understanding the exposure path.
Assigning ownership
Every control item and verification activity had a responsible person. Failed checks triggered a defined response.
Extending protection beyond the SMT line
Receiving, inspection, rework, transport and packaging were included in the program.
Connecting training to daily behavior
Operators were trained to recognize and respond to control failures rather than merely pass an annual quiz.
Maintaining evidence
The factory could demonstrate what had been tested, when it was tested, which method was used and what happened after a failure.
Lessons for Other Electronics Manufacturers
Manufacturers considering a similar project should avoid beginning with a shopping list.
A more effective sequence is:
Identify the ESD sensitivity of the products being handled.
- Map every point where sensitive items are exposed.
- Define the EPA and its boundaries.
- Establish personnel-grounding methods.
- Qualify the selected technical control items.
- Create a compliance-verification plan.
- Train everyone who enters or supports the controlled process.
- Record failures and corrective actions.
- Normalize quality data against production volume..
- Review the program whenever products, layouts or processes change.
A mature ESD program is not a collection of mats, wrist straps, gloves and warning signs. It is a documented system that connects risk assessment, technical controls, verification and human behavior.
Conclusion
The factory’s 3.98% reduction in recorded ESD-related defects was achieved by making static control visible, measurable and accountable.
The project corrected grounding weaknesses, verified work surfaces,
strengthened personnel controls, improved internal transport, managed essential insulators and introduced a structured verification schedule.
Most importantly, the factory stopped treating ESD as an isolated technical issue owned by one engineer. It became part of the organization’s broader quality-management process.
For electronics manufacturers, that may be the most transferable lesson: reliable ESD control does not begin with a product. It begins with a system.
About the Author
Rachel Zhong works with the technical team at ESDBEST, a manufacturer and supplier of static-control solutions for PCB assembly, electronics manufacturing, cleanrooms and industrial production environments.
The team’s work covers ESD work surfaces, personnel-grounding products, gloves, footwear, ionization and workstation control.
